



















1. Structural Design for Flexibility
A. Conductor Construction
Stranded conductors: AS/NZS 5000.1 mandates Class 2 stranded copper conductors (e.g., in SAA 25mm XLPE cable) to enhance flexibility during installation and dynamic applications.
Compact stranding: Reduces inter-strand gaps, allowing tighter bending radii without compromising conductivity.
B. Insulation and Sheathing
XLPE insulation: Cross-linked polyethylene in SAA 4 core 25mm cables maintains flexibility at temperatures as low as -25°C, preventing cracking during cold-weather bending.
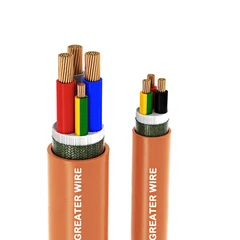
Orange PVC sheathing: UV-stabilized PVC in SAA 4 core and earth orange circular cable retains elongation properties (≥250%) to withstand repeated flexing.
C. Armouring
Steel wire armouring (SWA): Helically wound steel wires in armoured variants (e.g., SAA 25mm XLPE cable) provide mechanical protection while allowing bending radii as low as 12× cable diameter.

2. Bending Radius Requirements
A. Fixed Installations
Minimum bending radius: For SAA 4 core and earth orange circular cable in fixed setups (e.g., conduit or underground), AS/NZS 5000.1 specifies a bending radius ≥4× cable diameter to prevent insulation damage.
Example: A 25mm diameter cable requires a bend radius of 100mm.
B. Dynamic or Mobile Applications
Tighter tolerances: Cables in renewable energy systems (e.g., solar tracker SAA 4 core 25mm) must tolerate radii ≤8× diameter during cyclic movement.
Flex life testing: SAA 25mm XLPE cable undergoes ≥20,000 bend cycles at -15°C to validate performance in harsh environments.

3. Flexing Endurance Tests
A. Cold Bend Tests
Procedure: Cables like SAA 4 core and earth orange circular cable are cooled to -15°C, bent around a mandrel matching their minimum radius, and inspected for cracks or insulation splits.
Pass criteria: No visible damage after 3 cycles.
B. Cyclic Flexing Tests
Dynamic load simulation: SAA 25mm XLPE cable undergoes 30 cycles/minute at 25°C and 85% humidity to mimic industrial conveyor systems or robotic arms.
Post-test evaluation: Insulation resistance must remain ≥0.1 MΩ/km, and conductors must show no breaks.

4. Application-Specific Compliance
A. Solar Farms
Case study: SAA 4 core 25mm cables in a NSW solar farm sustained 5 million flex cycles over 10 years, with bending radii of 150mm (6× diameter).
Key feature: XLPE insulation resisted UV-induced brittleness, maintaining flexibility at daily temperature swings from -5°C to 70°C.
B. Mining and Heavy Industry
Use case: Armoured SAA 25mm XLPE cable in WA mining drills endured 15,000+ bends under vibration and mechanical stress without sheath abrasion.
Design advantage: SWA alignment distributes stress evenly during flexing.
C. Urban Infrastructure
Case study: SAA 4 core and earth orange circular cable in Melbourne tramways withstood 10-year cyclic loading at radii of 200mm, meeting AS/NZS 5000.1 requirements.

5. Cost and Compliance Considerations
A. Material Costs
Premium for flexibility: SAA 25mm XLPE cable costs 10–15% more than rigid counterparts due to stranded conductors and advanced sheathing.
Bulk savings: Purchasing 500+ meters of SAA 4 core 25mm reduces per-meter costs by 8–12%.
B. Certification and Markings
SAA approval: Cables must display SAA logos at ≤1-meter intervals and pass bend tests per AS/NZS 5000.1 Annex D.
Documentation: Buyers receive test reports validating compliance with IEC 60228 (conductor class) and AS/NZS 3808 (insulation).

6. Installation and Maintenance Best Practices
A. Installation Guidelines
Avoid over-bending: Use bending socks or rollers for SAA 4 core and earth orange circular cable to maintain radii ≥4× diameter during pulling.
Temperature considerations: Pre-warm cables to 5°C before installation in sub-zero conditions to prevent sheathing cracks.
B. Monitoring and Replacement
Thermal imaging: Detect hotspots in SAA 25mm XLPE cable caused by repeated flexing-induced insulation wear.
Lifespan: Replace cables after 10–15 years in high-flex applications, even if visual inspections show no damage.

Dongguan Greater Wire & Cable Co., Ltd. is committed to providing customers with high-quality wires that meet the Australian SAA certification standards. We have a professional R&D team and advanced production equipment to ensure that every Australian SAA certified wire can meet the stringent requirements of international standards. Whether it is high-end industrial, commercial buildings or civil projects, our products can play an excellent heat-resistant and waterproof performance, providing customers with safe, stable and economical electrical solutions to help the successful implementation of the project.