



















1. AS/NZS 5000.1: Overview of Moisture Resistance Requirements
AS/NZS 5000.1 specifies that cables must demonstrate resilience to environmental factors, including moisture ingress, which can degrade insulation, cause short circuits, or accelerate corrosion. Key components of moisture resistance include:
a) Material Selection
Insulation: Cross-linked polyethylene (XLPE) is widely used due to its inherently low water absorption rate (<0.01% by weight) and resistance to hydrolytic degradation13. For example, the SAA 400 sq mm XLPE cable relies on XLPE insulation to prevent water penetration in high-current applications like mining or industrial plants.
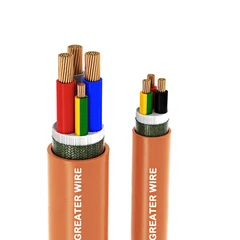
Sheathing: PVC (AS/NZS 3808 V-90 or 5V-90) and halogen-free thermoplastic compounds (HFPC) are preferred for their impermeability. The orange-colored sheath in the Australia 4mm 2-core and earth cable not only aids identification but also provides a robust moisture barrier.
b) Structural Design
Conductor Protection: Stranded copper conductors (per AS/NZS 1125) are often coated with moisture-resistant compounds to prevent oxidation. For instance, the Australia 630 mm single-core XLPE cable uses tinned copper conductors in corrosive environments.
Multi-Layered Sheathing: Armored cables may include steel wire or aluminum tape beneath the outer sheath for additional mechanical and moisture protection1.
c) Sealing and Joint Integrity
Cable joints and terminations must comply with AS/NZS 3000 to ensure waterproofing, especially in underground or submerged installations.

2. Testing Protocols for Moisture Resistance
AS/NZS 5000.1 mandates rigorous testing to validate moisture resistance, aligned with the AS 1660 series of standards:
a) Water Immersion Tests
Long-Term Immersion: Cables are submerged in water at 85°C for 14 days, followed by dielectric strength tests to check for insulation breakdown.
Partial Discharge Testing: Ensures no electrical discharges occur due to moisture-induced voids in XLPE insulation.
b) Sheath Integrity Tests
Crush Resistance: The outer sheath is subjected to compressive forces (e.g., 3,500 N/m for PVC sheaths) to simulate trench backfilling or vehicular loads, ensuring no cracks or splits permit water ingress.
Bend Testing: Repeated bending cycles verify that the sheath remains intact under mechanical stress, a critical factor for the Australia 4mm 2-core cable in dynamic installations.
c) Environmental Aging
Cables undergo accelerated aging in humidity chambers (e.g., 90% relative humidity at 90°C) to simulate decades of exposure, ensuring long-term moisture resistance.

3. Case Studies: Key Cable Types and Their Moisture Resistance Features
a) SAA 400 sq mm XLPE Cable
Application: High-voltage power distribution in coastal or underground environments.
Design:
Insulation: XLPE with a nominal thickness of 2.5 mm, tested for water treeing resistance.
Sheath: Black PVC (5V-90) with a minimum thickness of 2.0 mm, providing crush resistance and UV stability.
Certification: Complies with IEC 60502-1 for moisture resistance and AS/NZS 5000.1 for fire performance.
b) Australia 4mm 2-Core and Earth Orange Circular Cable
Application: Residential and commercial wiring in humid or outdoor settings.
Design:
Core Configuration: Two insulated conductors (4mm²) with a bare earth wire, all encased in an orange PVC sheath for visibility and moisture protection1.
Flexibility: Class 5 stranded copper conductors resist fatigue in damp conditions.
c) Australia 630 mm Single-Core XLPE Cable
Application: Heavy industrial and renewable energy systems.
Design:
Insulation: XLPE with a water-blocking layer (e.g., swellable tapes) to prevent longitudinal moisture propagation.
Sheath: LSZH (low-smoke zero-halogen) compound for fire safety and moisture resistance in confined spaces.

4. Compliance and Certification
Third-party laboratories like NATA-accredited Nanjing Ruidu Testing Technology conduct moisture resistance tests per AS/NZS 5000.1, issuing certifications for SAA and RCM marks3. Key steps include:
Material Analysis: Verifying polymer composition and water absorption rates.
Performance Testing: Conducting immersion, partial discharge, and aging tests.
Documentation Review: Ensuring traceability of materials and manufacturing processes.

5. Installation Best Practices for Moisture Resistance
Avoid Direct Burial Without Conduits: Use PVC conduits for underground 630 mm single-core cables to prevent soil moisture penetration.
Seal Terminations: Apply waterproof heat-shrink sleeves or resin-filled boxes to joints.
Regular Inspections: Check for sheath damage or corrosion in high-humidity environments.

6. Market Trends and Innovations
Nanocomposite Sheaths: Emerging materials with graphene or clay nanoparticles enhance moisture barrier properties.
Smart Monitoring: Embedded sensors detect moisture ingress in real time, ideal for critical infrastructure.

Dongguan Greater Wire & Cable Co., Ltd. is committed to providing customers with high-quality wires that meet the Australian SAA certification standards. We have a professional R&D team and advanced production equipment to ensure that every Australian SAA certified wire can meet the stringent requirements of international standards. Whether it is high-end industrial, commercial buildings or civil projects, our products can play an excellent heat-resistant and waterproof performance, providing customers with safe, stable and economical electrical solutions to help the successful implementation of the project.